December 15, 2015
December 15, 2015
A common principle in Operational Qualification (OQ) studies is to challenge processes under worst case conditions. A "worst case" condition or set of conditions are generally those parameters encompassing the upper and lower processing limits for a process and circumstances, within SOPs or batch records, which pose the greatest chance of product or process failure when compared to nominal conditions. Such conditions do not necessarily include product or process failure.
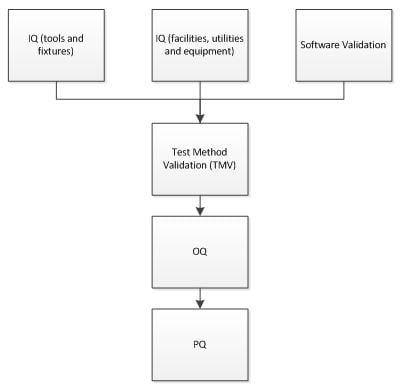
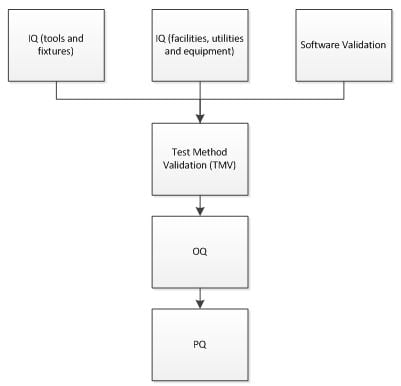
The primary elements of process validation are:
Other elements of process validation include:
Together, a process validation strategy may resemble the following:
A common mistake in the OQ phase of a Process Validation (PV) approach or strategy is to not adequately identify and therefore not test actual worst case conditions. Many times, the study design will limit itself to a single condition, e.g., upper and lower dispensing volumes during a fill and finish operation. The following list includes many factors that are commonly overlooked but have influences on process variability.
Taking the broad array of other influences into account, the following points provide guidance on how to determine what the real worst case conditions may be.

Learn more about ProPharma's Process Validation services. Contact us to get in touch with our subject matter experts for a customized Compliance presentation.
TAGS: FDA PQ DOE IQ OQ Process Validation Life Science Consulting
February 4, 2013
While Standard Operating Procedures (SOP’s) are widely and rightly used to control processes, there is sometimes a tendency within organizations to go “reference crazy”. In a well-meaning attempt to...
March 12, 2015
Moving an operational Quality Control Laboratory is all about maintaining the support of production testing, ensuring physical integrity of the instrumentation being moved, and qualification of the...

February 5, 2015
ASTM E2500 – Risk-based testing has been in play for several years now. By design, there is a significant opportunity to avoid many lifecycle costs without creating an adverse impact to quality or...